
In industries where reliability, precision, and durability are essential, choosing the right pumping technology can significantly impact production performance. Heavy-duty environments—such as oil and gas, mining, wastewater treatment, chemical processing, food production, and agriculture—depend on pumps that can move tough materials without clogging, binding, or breaking down. Among the various pump types available today, the PC pump, or progressive cavity pump, has emerged as one of the most efficient and reliable solutions for demanding operations.

Unlike centrifugal or diaphragm pumps, progressive cavity pumps operate with a unique positive displacement design that provides consistent flow, minimal pulsation, and exceptional handling of viscous or abrasive fluids. From slurry transport to polymer dosing to food production applications like bombas de chocolate, these pumps deliver superior performance with reduced wear, lower maintenance needs, and improved long-term efficiency.
This article explores how PC pumps work, why they are ideal for harsh operating conditions, and the key advantages they offer across multiple industries.
1. Understanding How PC Pumps Work
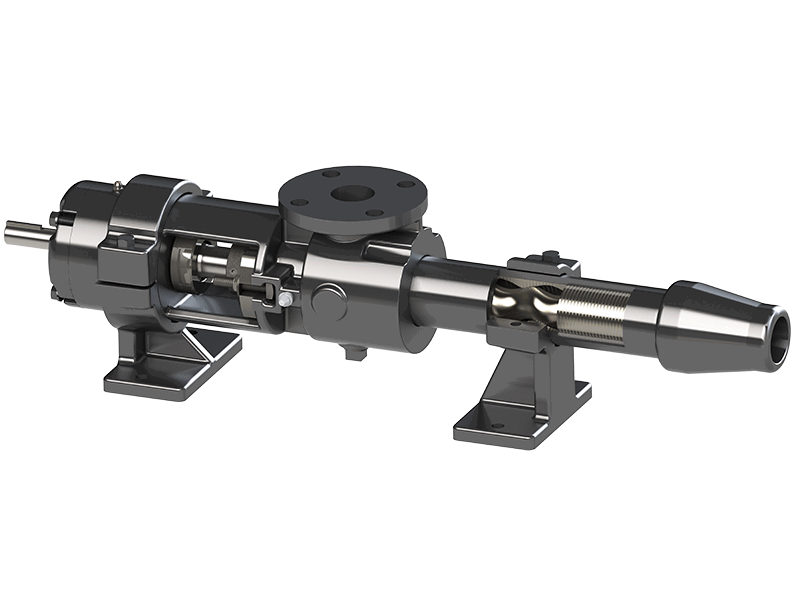
A PC pump uses a simple but highly effective working principle based on a helical rotor and a double-helix stator. As the rotor turns, sealed cavities form between the rotor and stator. These cavities move fluid through the pump at a controlled rate with minimal turbulence or shear.
Key characteristics of PC pump operation:
- Positive displacement: Fluid is moved in fixed volumes, creating precise flow control.
- Low pulsation: The continuous movement of cavities ensures smooth flow.
- Gentle pumping action: Ideal for shear-sensitive or fragile materials.
- Consistent performance: Stable output even with variable pressures or viscosities.
Because of this design, PC pumps maintain efficiency across a wide range of operating conditions—making them invaluable in environments where fluid characteristics change frequently or where precision matters.
2. Superior Handling of Viscous, Abrasive, and Solids-Laden Fluids
One of the biggest advantages of progressive cavity pumps is their ability to handle challenging materials that most pump types struggle with.
PC pumps excel at pumping:
- Thick sludge
- Abrasive slurries
- Shear-sensitive liquids
- Multi-phase mixtures
- High-viscosity fluids
- Sticky or adhesive substances
- Fluids with hard or soft solids
This is why sectors like mining, wastewater treatment, and food processing rely heavily on PC pump technology. For example, in food production, bombas de chocolate based on progressive cavity principles move viscous chocolate or cocoa mixtures smoothly without damaging texture or flavor.
3. Improved Efficiency Through Low Internal Velocity
In a progressive cavity pump, the fluid moves at a relatively slow and controlled speed compared to centrifugal pumps. This low internal velocity offers several critical benefits:
- Lower frictional heat
- Less wear on pump components
- More energy-efficient operation
- Reduced shear stress on the fluid
- Minimal turbulence
The slower movement reduces overall strain on the system, resulting in better long-term performance and improved energy consumption—especially in large-scale industrial applications.
4. Reduced Wear Thanks to the Rotor-Stator Design
Wear and tear are major cost factors in heavy-duty pump applications. The progressive cavity pump’s rotor-stator system significantly reduces wear because:
- The pump has only one rotating component.
- The fluid experiences a smooth, laminar flow.
- There are no tight clearances like in gear pumps.
- Abrasive particles move gently without grinding.
- Rubber stators can be formulated to resist specific chemicals or abrasives.
This design minimizes metal-on-metal contact, one of the primary causes of pump degradation. As a result, a PC pump typically lasts much longer and experiences fewer mechanical failures compared to other pump types.
5. Consistent Flow Rates Even Under Changing Pressure or Material Conditions
Many industrial operations struggle with inconsistent materials. Fluids may change viscosity, temperature, or solids content from one batch to another. Traditional pumps often lose efficiency or require recalibration under these conditions.
A progressive cavity pump maintains consistent flow regardless of:
- Pressure fluctuations
- Viscosity changes
- Temperature shifts
- Fluid composition variations
- Differences in solids concentration
This makes PC pumps ideal for processes where reliability is essential—such as chemical dosing, wastewater treatment, and food manufacturing.
6. Excellent for Metering and Dosing Applications
Because PC pumps deliver a constant, pulseless flow, they are often used for precision metering and dosing. This includes applications like:
- Polymer injection in water treatment
- Chemical dosing in production plants
- Additive mixing
- Coating and adhesive application
- Flavor and ingredient injection in food processing
The positive displacement nature of a progressive cavity pump ensures accuracy, even when handling challenging materials.

7. Versatility in Installation and Configuration
PC pumps are highly versatile and can be configured in many ways to suit specific operational needs. They can be installed:
- Horizontally
- Vertically
- Submerged
- Mobile/portable
- In line with existing equipment
They also provide flexibility in:
- Flow rates
- Pressure ranges
- Rotor/stator materials
- Drive options
- Hopper sizes for solid feeding
This adaptability is essential in industries where every facility has unique layout constraints or process requirements.
8. Lower Maintenance Requirements and Easier Serviceability
Maintenance downtime is a major cost driver in heavy-duty operations. PC pumps are designed for easy servicing and lower ongoing maintenance costs.
Maintenance advantages include:
- Fewer moving parts
- Easy replacement of wear components
- Predictable maintenance intervals
- Simple cleaning and flushing procedures
- Longer service life of rotor and stator
- No complex mechanical seals (in many models)
This simplicity reduces downtime, labor costs, and total cost of ownership.
9. Ideal for Food and Beverage Processing—Including Chocolate
The gentle pumping action and compatibility with sanitary designs make PC pumps a favorite in the food and beverage industry. For example, bombas de chocolate specifically designed for viscous chocolate mixtures prevent:
- Texture damage
- Fat separation
- Air incorporation
- Temperature inconsistencies
Because progressive cavity pumps maintain smooth, uniform flow, they ensure better product quality—from liquid chocolate to sauces, purees, and syrups.
Food processors also appreciate that PC pumps can be built to meet hygienic standards, including:
- Stainless steel construction
- Food-safe elastomers
- Clean-in-place (CIP) capability
- Easy disassembly for sanitation
This ensures both safety and product integrity.

10. Increased Energy Efficiency in Heavy-Duty Environments
A PC pump often performs more efficiently than other pump types when dealing with:
- Thick fluids
- High-solids mixtures
- Long-distance transfer
- High pressures
Because the pump doesn’t rely on high-speed rotation or turbulence to move material, it can dramatically reduce energy consumption in heavy-duty processes.
Industries that benefit most from PC pump energy efficiency include:
- Minería
- Wastewater
- Petrochemical
- Manufacturing
- Agricultura
- Food production
Energy savings accumulate over time, making these pumps a sustainable choice.
11. Improved Reliability in Continuous or Harsh Operating Conditions
Some operations run 24/7 or handle materials that fluctuate in temperature, acidity, and abrasiveness. Progressive cavity pumps maintain reliability due to their robust construction and fluid-handling consistency.
PC pumps perform exceptionally well in environments with:
- High solids content
- Corrosive fluids
- Temperature extremes
- Pressure variations
- Continuous-duty cycles
They are especially valuable in remote or demanding applications where downtime is costly or difficult to manage.
12. Long-Term Cost Savings Through Durability and Performance
When evaluating the long-term return on investment, PC pumps often outperform other pump types due to:
Cost-saving factors:
- Lower energy use
- Reduced maintenance expenses
- Longer equipment lifespan
- Fewer unplanned repairs
- Improved process efficiency
- Minimal product damage (critical in food and chemical industries)
While PC pumps can have a higher upfront cost, their long-term durability and efficiency make them one of the most cost-effective choices for heavy-duty operations.
PC Pumps Deliver Stronger Performance, Less Wear, and Long-Term Value
Heavy-duty operations demand pumps that can handle tough materials, deliver consistent performance, and maintain reliability under pressure. The PC pump meets these challenges with a unique design that reduces wear, improves efficiency, and handles viscous or abrasive materials better than most alternatives.
From wastewater treatment to chemical manufacturing and from mining operations to food production applications like bombas de chocolate, progressive cavity pumps offer unmatched versatility and durability. Their low pulsation, gentle handling, and energy efficiency make them an essential choice for industries that rely on precise, continuous, and dependable fluid movement.
By reducing maintenance downtime, improving flow consistency, and extending the lifespan of equipment, PC pumps play a vital role in optimizing industrial performance and delivering long-term operational value.