
Pumps are essential tools in many industries, enabling the movement of liquids and semi-liquid materials through complex production systems. Whether transferring lubricants in heavy machinery or transporting melted chocolate in confectionery manufacturing, pumps play a vital role in maintaining efficiency and consistency. Among the many pump types available today, gear pumps and chocolate pumps are widely used for handling viscous fluids that require steady, controlled flow.
Although they serve different industries, these pump technologies share a common purpose: ensuring reliable fluid transfer without compromising the quality of the material being moved. Understanding how these pumps work can provide insight into their importance in modern manufacturing and food processing environments.

The Importance of Pumps in Fluid Handling
Many industrial and food processing operations rely on precise fluid movement to maintain production efficiency. Pumps ensure that liquids travel through pipelines, mixers, storage tanks, and processing equipment without interruptions.
In industries dealing with thick or viscous materials, standard pumping systems may struggle to maintain consistent flow. This is where specialized pumps become essential. Equipment such as gear pumps and chocolate pumps are designed to handle fluids that require careful control during transfer.
Reliable fluid handling systems help reduce waste, prevent contamination, and maintain consistent product quality.
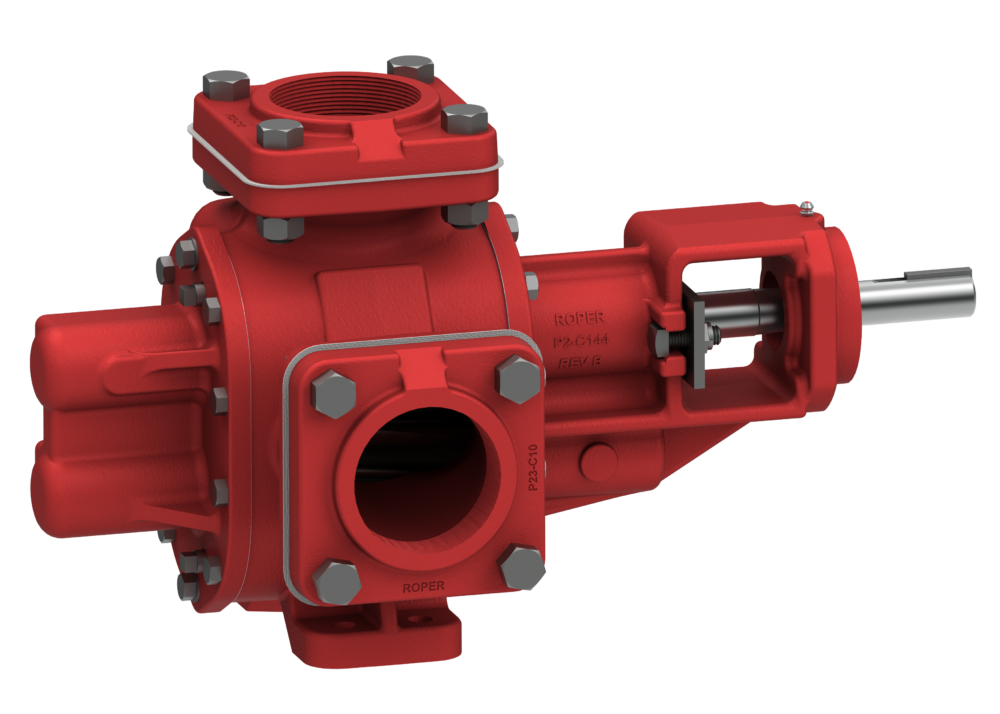
What Are Gear Pumps?
Gear pumps are a type of positive displacement pump that uses rotating gears to move liquids through the pump system. As the gears rotate, they create small cavities that trap fluid and move it from the inlet side to the outlet.
This design allows gear pumps to deliver a steady flow regardless of pressure changes within the system. Because of their consistent performance, gear pumps are commonly used in applications involving thick oils, lubricants, resins, and other viscous materials.
Industries that frequently rely on gear pumps include:
- Manufacturing and heavy machinery
- Chemical processing
- Oil and fuel transfer
- Hydraulic systems
- Lubrication systems
The simplicity and durability of gear pumps make them reliable tools for handling fluids that require controlled movement and stable pressure.
Advantages of Gear Pump Technology
One reason gear pumps remain widely used is their ability to handle viscous fluids efficiently. Their mechanical design provides several operational advantages.
Consistent Flow Rate
Gear pumps provide a continuous flow that does not fluctuate significantly with pressure changes. This stability is important for processes that require precise fluid control.
Durability and Reliability
Because of their simple internal structure, gear pumps are known for long operational lifespans when maintained properly.
Compact Design
Many gear pumps are relatively compact compared to other pump types, making them easier to integrate into complex machinery systems.
High Pressure Capability
Gear pumps can operate effectively in high-pressure environments, which is essential for industrial lubrication and hydraulic systems.
These advantages explain why gear pumps remain a common choice in various mechanical and manufacturing applications.

Chocolate Pumps in Food Processing
While gear pumps are often associated with industrial operations, pump technology is equally important in food manufacturing. One example is the chocolate pumps used in confectionery production.
Chocolate is a thick, viscous substance that must be transported carefully to maintain its texture and consistency. Chocolate pumps are designed specifically to move melted chocolate through pipes and processing equipment without introducing air bubbles or damaging the product.
During chocolate manufacturing, pumps help transfer chocolate between different stages of production, including:
- Mixing and blending
- Tempering processes
- Molding and shaping
- Coating and enrobing
Reliable chocolate pumps ensure that the product flows smoothly while preserving its flavor and texture.
Why Chocolate Pumps Require Specialized Design
Unlike industrial fluids such as oil or chemicals, chocolate must be handled with extra care. Temperature, pressure, and flow speed can all influence the final quality of the product.
Chocolate pumps are often designed to maintain gentle and controlled movement of the liquid chocolate. Excessive agitation could alter the texture or introduce unwanted air bubbles.
Additionally, food processing equipment must meet strict hygiene standards. This means that chocolate pumps are typically designed for easy cleaning and sanitation to ensure safe food production.
These design features help manufacturers maintain consistent product quality while meeting regulatory requirements.
Similarities Between Gear Pumps and Chocolate Pumps
Although they operate in different industries, gear pumps and chocolate pumps share several functional similarities.
Both pump types are designed to handle viscous fluids and maintain steady flow rates. Their positive displacement mechanisms allow them to move thick liquids efficiently without relying on high-speed rotation.
Another similarity is their role in maintaining consistency during production processes. Whether moving lubricating oil in machinery or transporting melted chocolate in a food factory, these pumps ensure that materials reach their destination smoothly.
Both pump types also require careful maintenance to maintain efficiency and extend their operational lifespan.
Maintenance and Operational Efficiency
Proper maintenance is essential for keeping pump systems running efficiently. Regular inspections help detect potential issues before they lead to equipment failure.
Maintenance tasks may include:
- Checking seals and gears for wear
- Monitoring pressure and flow rates
- Cleaning internal components
- Replacing worn parts when necessary
For gear pumps, maintenance ensures that gears remain properly aligned and capable of handling high-pressure conditions.
For chocolate pumps, maintenance often focuses on maintaining cleanliness and preventing buildup that could affect product quality.
Consistent maintenance practices help ensure that pumps operate reliably and support uninterrupted production.
Innovations in Pump Technology
Pump technology continues to evolve as industries seek greater efficiency and precision in fluid handling systems. Modern pump designs incorporate advanced materials that improve durability and reduce wear.
Digital monitoring systems are also becoming more common, allowing operators to track pump performance in real time. These technologies help detect potential issues early and improve maintenance planning.
Advances in engineering have also improved the performance of both gear pumps and chocolate pumps, enabling them to operate more efficiently while handling increasingly complex production requirements.
As industries continue to grow and innovate, pump technology will remain a critical component of efficient manufacturing systems.
Pumps are essential tools that support countless industrial and manufacturing processes. Whether transporting lubricating oils in heavy machinery or moving melted chocolate through confectionery production lines, specialized pumps ensure that fluids are transferred efficiently and safely.
Gear pumps provide reliable performance in industrial environments where viscous fluids must be handled under controlled pressure. Meanwhile, chocolate pumps play a vital role in food manufacturing by preserving the texture and quality of delicate ingredients.
Together, these pump technologies highlight the versatility of modern fluid transfer systems and their importance in maintaining productivity, product quality, and operational efficiency across multiple industries.